无锡市艾普诺皮带硫化设备厂输送带剪接、修补生产研发的领军者
0510-88353581

1、按长度1/2带宽做一个斜面梯式接缝,然后将接缝表面发毛,并用清洗剂清洗、去污、干燥。
2、胶水粘贴:在关节硫化胶浆均匀,表面疏水性膜一到两次,挥发的解决方案的基本干燥胶水,然后硫化复合薄膜在关节表面涂有硫化胶浆,在同一层空白粘贴缓冲条(注意,如果胶水不干,会产生泡沫,减少接近性能)。
3、粘接压力:待胶水溶剂挥发到胶面基本干燥后,将两端粘接。安装时从输送带的中间向两侧(以方便空气从两侧逸出),并使两侧的膜索度*,将接缝梯对准,中心线对准。层压后,充分滚动以防止气泡的积累,将两块加热板放在接缝处,施加一定的压力。加压时注意接缝不要错位,压力要均匀。
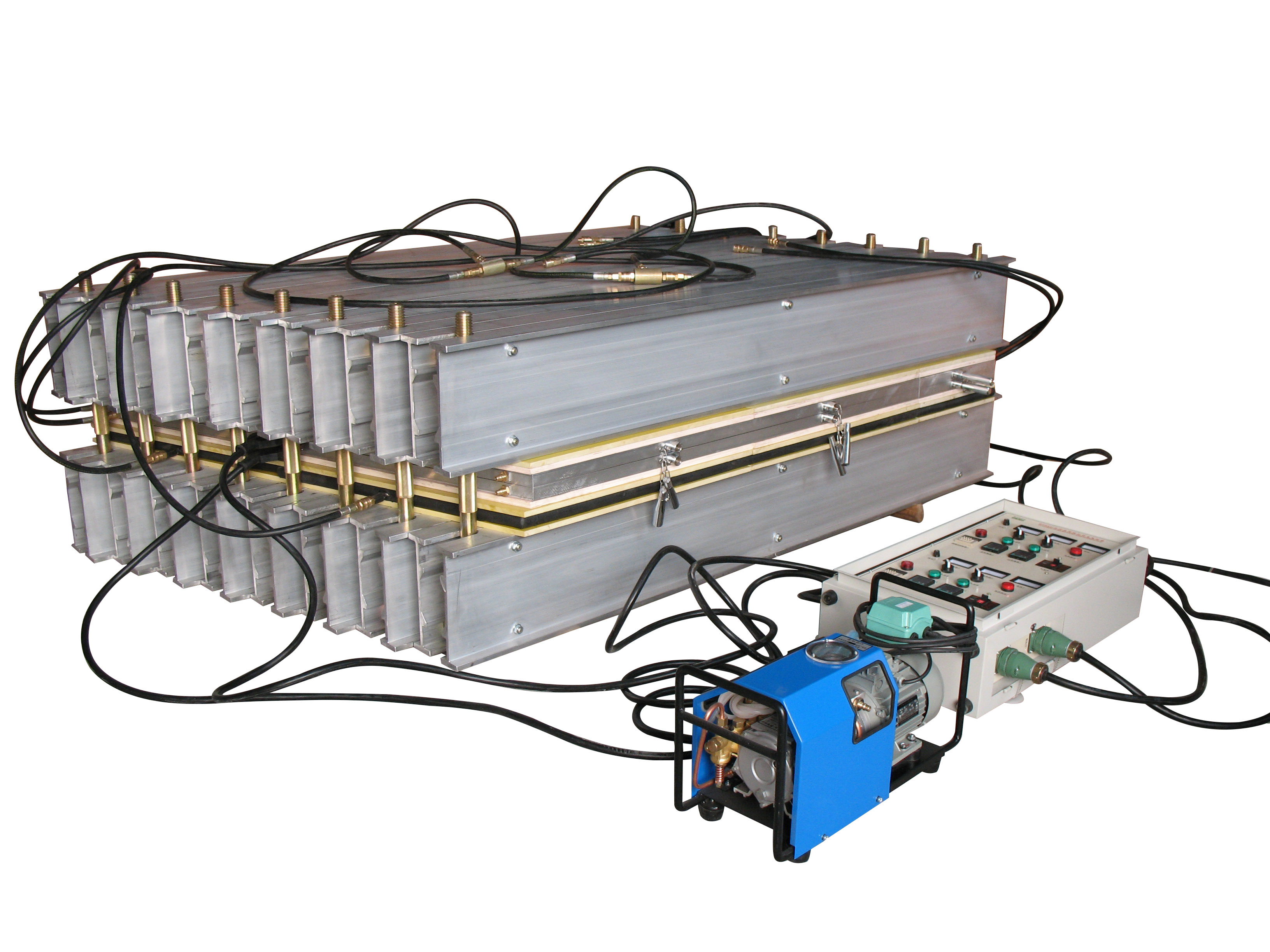
4、加热硫化:安装好硫化装置。加热加压,当加热板加热15-25分钟时,压紧一次,确保接头受到足够的压力。当温度达到80℃时,要求压力达到1.0-2 OMPa,然后停止增压继续加热。当温度升高到145℃时开始计时,在145℃- 150℃恒温时,45钉钟立即停止加热,让其冷却至常温。
5. 调料。接缝恢复到常温后,取下加热板,将溢出的残胶和皮带表面上面的橡胶切断,使接缝表面光滑、光滑、干净